In the warehousing and logistics operations of traditional manufacturing enterprises, the management of high-rise shelving has always been an industry challenge, with balancing efficiency and safety posing a significant difficulty. In recent years, as warehouse mobile robot technology has advanced and storage infrastructure has improved, unmanned, intelligent high-rise shelving systems have become a reality. ZCNEST Robotics has brought transformative change to traditional manufacturing enterprises through its innovative and secure high-rise shelving solutions, earning widespread acclaim from customers!
1/Challenge of High-Rack Storage in Traditional Manufacturing Enterprises
1.in high-rack scenarios of traditional manufacturing enterprises, beam racks are typically used, mostly without shelves, with storage heights often exceeding 5 meters and aisle widths ranging from 3 to 4 meters.
2.Raw material and finished goods warehouses in manufacturing enterprises handle a wide variety of SKUs; order-based inbound and outbound operations require advance materials preparation;and most inbound/outbound processes rely on manual picking.
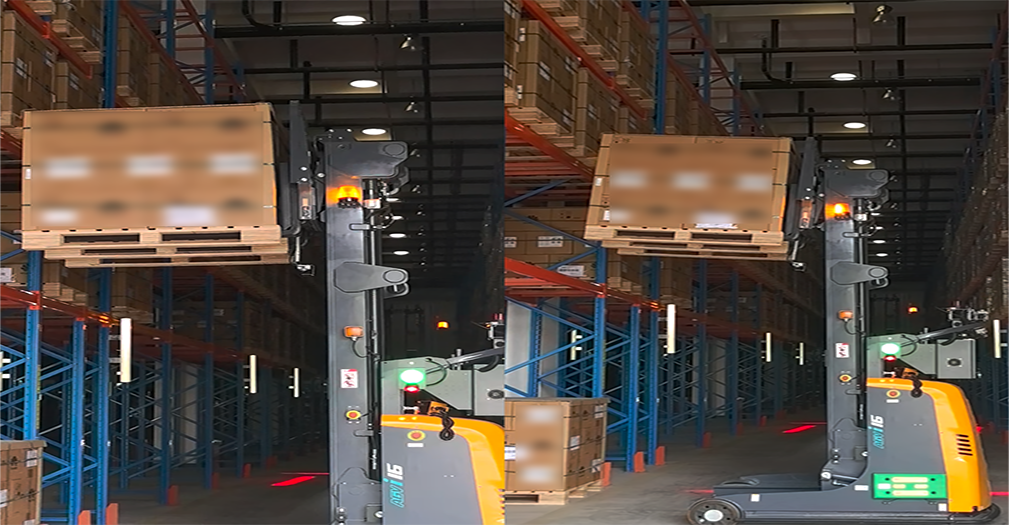
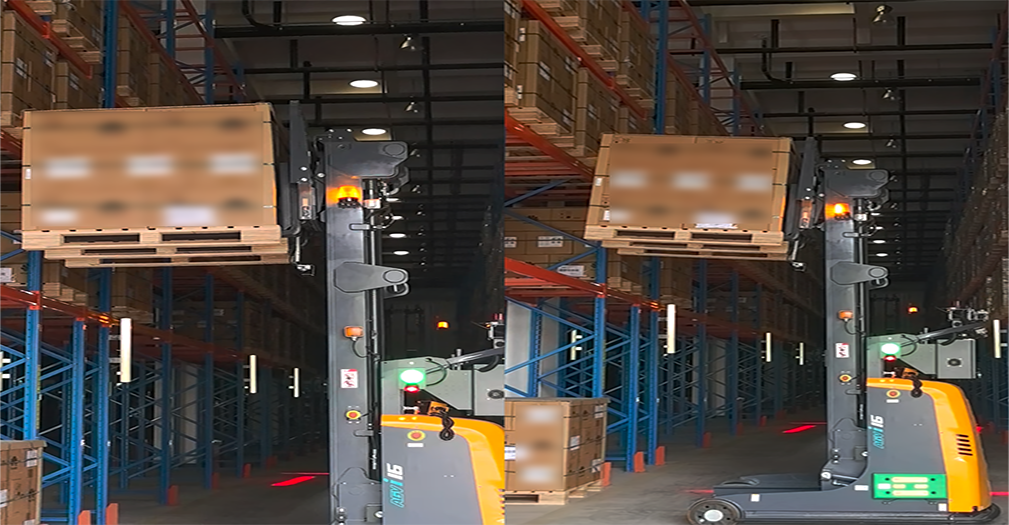
3.In such scenarios, when workers place goods at high levels, their visibility is often obstructed, posing a high risk of falling goods and significant safety hazards.
4.High-level retrieval and placement rely entirely on manual alignment, resulting in low efficiency. The "blind retrieval and placement" mode leads to persistently high rates of goods damage.
Moreover, manual operational experience plays a critical role in high-level retrieval and placement, not only limiting operational standardization but also increasing personnel training costs.

2/Scenario Solution
Vehicle Selection: Reach AMR + Stacker AMR / Counterbalance AMR
The warehouse area is divided by functionality into storage zones, inbound/outbound docking zones, and loading/unloading dock zones, achieving relative independence among functional areas and effectively avoiding safety risks from human-machine interaction.

1. Inbound Process: After manual unloading at the dock, goods are transported to the docking zone. Batch inbound tasks are then issued, and ZCNEST forklift-type AMRs automate the inbound process. Different types of forklift-type AMRs are assigned to different zones, enabling multi-vehicle collaboration to maximize efficiency.
2.Outbound Process: The ERP system issues outbound orders in advance, and the WMS system decomposes these orders into outbound tasks. AMRs execute the tasks ahead of time, transporting the required pallets to the docking zone. Trucks pick up the goods at designated docks, and workers handle the loading. The entire process achieves deep integration of automation and information, significantly improving the efficiency and accuracy of inbound/outbound operations.
3/ Solution Advantages
1.Supports random inbound/outbound of materials, meeting the timely delivery needs of production line orders and boosting efficiency.
2.Stacker/Counterbalance AMRs support production line delivery expansion and integration with production equipment, enabling end-to-end process connectivity.
3.Integrates with production management systems to achieve workshop information and intelligence, supporting lean management and enhancing the accuracy of information management.
4/ Implementation Case
Founded in 2018, ZCNEST is a national high-tech enterprise specializing in the R&D, manufacturing, and sales of mobile robots and intelligent equipment, as well as a leading provider of intelligent warehousing and intralogistics solutions. The company boasts a highly skilled R&D team and adheres to the philosophy of "Smart Technology Creates Productivity." With continuous investment in R&D and innovation, it has independently developed a series of robotic products and supporting intelligent equipment, including forklift-type AMRs, Underdriven AMRs, and Heavy-Duty AMRs, as well as software and hardware systems such as the Robot Control
System (RCS), Warehouse Control System (WCS), and Warehouse Management System (WMS).
Currently, the company serves a wide range of industries, including rail transit, logistics, food, pharmaceuticals, maternal and child products, and automotive. We will continue to advance the development of intelligent logistics and automated warehousing, striving to enhance productivity in intelligent storage and intralogistics, and fully realize digitalization, automation, and intelligence!













 Chinese
Chinese English
English